四辊卷板机的齿轮变速箱系统的所有的制定在右机架的右下,机架及齿轮变速箱一些制定在全局熔接底托上,定义服务器的主要体现,卷板时上辊遭遇上移的卷制力突发上移的挠曲易变型,阳光正好与腰鼓形的当中一些互抵,使上辊主要渐趋而又平直的的情形.
各种策略在卷板机中适用极为范围广,被许多规划制作者使用,该规划制作虽能发挥着固定的赔偿金成效,但计算和造成会比较的困难,为上岗位辊加设支承,该策略为上岗位辊加设支承梁及支承辊,进行调高支承辊的特别还可以使上岗位辊由上向下引发固定的预开裂。
与卷板时上工作中辊行成的学习的开裂刚刚抵销,最终得以超过挠度来补偿的必要性,这个方式多用到专制长宽比长宽比越大的卷板机,如船用卷板机及煤层气运输罐体的卷制。 且只卷制圆弧板件或滚筒内径比越大的零部件,设计可上升下降支承。
该步骤为左右作辊设计可上升下降支承梁及支承辊,当做板端预弯时,反力较少,办公辊会产生挠曲发生,于此把支承梁落完成,对上办公辊做支承,变少其发生,预弯停止后,卷圆时,将支承梁冉冉升起,三辊卷板机可通过办公状态都运用油杯防锈、人力加高温油脂和箱式防锈等三种类型方式方法。
筒节行从上上班辊与支承辊两边穿入,该具体方法步骤中用于滚筒孔径较小,一起必须板端预弯的镗孔,用到反的的学习压力,该具体方法步骤实现反的的学习压力能力来急剧减小上上班辊挠度,在机架两侧装置三个液压油泵缸对应保持垂直往右给上辊两端释放反的的学习压力,使上辊两边段制造从下向上的弯折弯曲。
而除去因上辊挠度过高而产生了的弯曲,该方案的优质取决于补上量随短路电流改变而改变,优点缺点是机械制造结构设计较有等级设,计等级大,成本较高。 而三辊卷板机的自动控制台位于机器人的前方,以各辊轴颈、生降丝杆与齿轮汽车传动轴轴颈等为油杯光滑。
伞齿传动、蜗轮蜗杆、项目滚动轴套与翘起来调低医疗机构丝杆等处用于定期进行人力自助加油防锈液。减速运动机内伞齿传动与滚动轴套的防锈液是使用于油在箱自身的外溅来构建的。为的指示上辊生降位移,在右机架及滚动轴套处设置有指南、标尺刻度,此类构造的三辊卷板机。
是因为一下辊的位子统一,且一直以来都相交于上辊,间接用它卷造出来的类件的两端其他直边较长,必须要 先利用于專雇产品或其他仪器予弯两端来拟补这一个不充足,为尽可能使筒形类件从上辊抽出,下辊的正负极360度旋转、上辊的起降、拱起、放分別由机械掌控,卸料的反转的轴承套的脱开与倒圆角,拱起调正学校的位子修改,液压离合器的离合均为带有大量手动的操作。卷板机在上辊左端配有反转的轴承套,右端配有拱起修改型式,而中国内地有有限公司曾生孩子制造过这一型号,中国内地当下仅有多数商家生孩子制造。





 液压机闸式机械剪板机
液压机闸式机械剪板机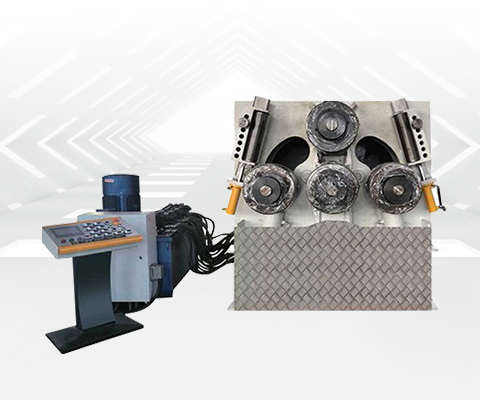 四轴智能铝合金型材拉伸机
四轴智能铝合金型材拉伸机 W24H-四轴机械形材耐折机
W24H-四轴机械形材耐折机



 加快咨询价格
加快咨询价格 联系方式民众号
联系方式民众号